一、壓鑄行業面臨的問題
1.國際化水平不足:世界有色金屬鑄件生產的重心向中國轉移,但由于壓鑄工藝水平、技術裝備與國際先進水平相比尚有差距,需要有一個提高的過程。
2.環境污染嚴重:壓鑄企業發展極不平衡,環保和勞保問題突出,環境污染嚴重。
3.成本高
利潤低:品牌實力不足、科研力量不足、管理上的缺陷均導致國內壓鑄企業發展后勁不足,受人工工資及原材料上漲影響,利潤逐年減少。
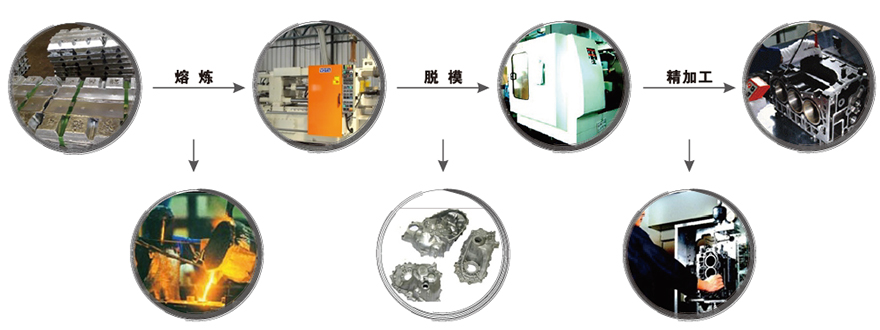
二、壓鑄件生產工藝流程
壓鑄件訂單→ 壓鑄型設計→壓鑄型制造→壓鑄機試模、裝模→壓鑄件脫模→拋丸、噴砂→拋光/研磨、清洗→電鍍、噴漆→壓鑄件粗/精加工→出貨
三、壓鑄行業生產工藝中所遇潤滑困惑
1.壓鑄型精度提不上,切削液選擇不當,滿足不了精密模具加工要求。
2.壓鑄件易腐蝕、發霉,大量產品報廢,切削液選擇不當,解決不了壓鑄鋁合金件的腐蝕及發霉問題。
3.脫模劑離型效果差,脫模劑選用不當,稀釋比例不正確,噴涂方法不正確。
4.斷刀、斷絲錐現象頻發,切削液選用不當,稀釋比例不正確,滿足不了精加工要求。
5.壓鑄型及壓鑄機故障率高,脫模劑的選擇或使用不正確,液壓油的選擇或使用方法不正確。
6.生產成本高,競爭力差,選用了多家潤滑油供應商,產品參次不齊.
四、駿牌壓鑄行業潤滑清洗產品選型
|
序
|
加工工藝
|
工藝說明
|
常見問題
|
|
1
|
壓鑄模具制造加工
|
模具制造是極為復雜、精密的加工過程,模具的精度
直接決定了產品的精度。模具制造流程涉及到了幾十
個加工工序,其中包括飛邊、粗磨、銑床加工、鉗工
加工、CNC粗加工、熱處理、精磨、CNC精加工、電
火花加工、省模等步驟。
|
1.模具制造成本高。
2.壓鑄模具質量及精度差。
3.切削液通用性不足,使用壽命及使用周期短,間接
成本增高。
|
|
2
|
壓鑄機液壓潤滑系統
|
壓鑄機的液壓系統猶如人體的心臟,
而液壓油則是壓鑄機的血液。
|
1.油品變黑、油壓不穩定。
2.普通水乙二醇抗燃液壓油穩定性差、使用壽命短、壓鑄機易損壞。
3.由于加工工序的不同,需采用不同的冷卻潤滑產品,需要經常更換,成本高。
|
|
3
|
壓鑄件脫模
|
金屬液體冷卻成型后,使用脫模劑及壓力設施
將壓鑄件從模型腔中脫離出來的過程。
|
1.高溫合金脫模性差,常出現粘模、卡死。
2.脫模劑分散、熱穩定性欠佳,模具損壞大。
3.含硅類脫模劑較多,影響后續涂裝工藝。
4.通用性不足,綜合成本高。
|
|
4
|
壓鑄件清洗
|
清洗研磨拋光出來的壓鑄件表面殘留的污漬。
|
1.清洗性差,不徹底。
2.刺激皮膚,有傷手問題。
3.清洗出來的工件會有出現腐蝕、發霉問題。
4.清洗時效不長,排放及使用成本高。
|
|
5
|
壓鑄件精加工
|
壓鑄件精加工包括機加工和表面處理兩個方面,
機加工包含鉆孔、攻牙、銑面等,表面處理包
含電鍍、鈍化、陽極氧化、電泳、噴粉、噴漆
等。這里重點介紹機加工。
|
1.較難找到一款適用于各種鋁合金壓鑄件加工工藝要求的切削液
2.加工ADC12等壓鑄件極易出現腐蝕、發霉的問題。
3.光潔度要求極高的鋁合金壓鑄件,易出現斷刀及絲錐現象。
4.切削液使用壽命及周期短、易發臭,影響作業環境。
5.壓鑄行業精加工車間,用油量大、綜合成本降不下來。
|
|

